佛山市利威特机械设备有限公司
H
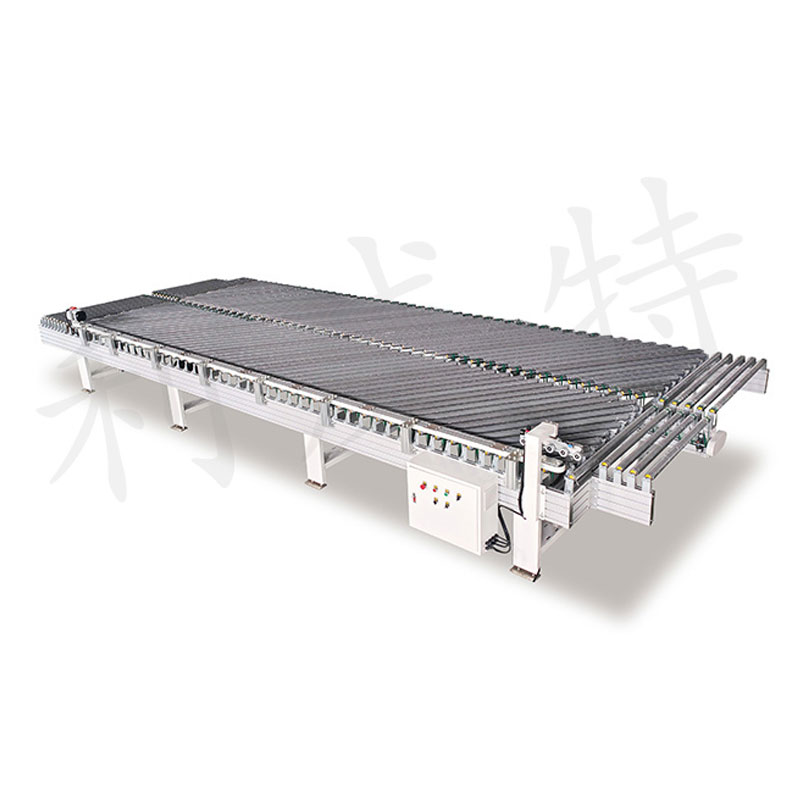
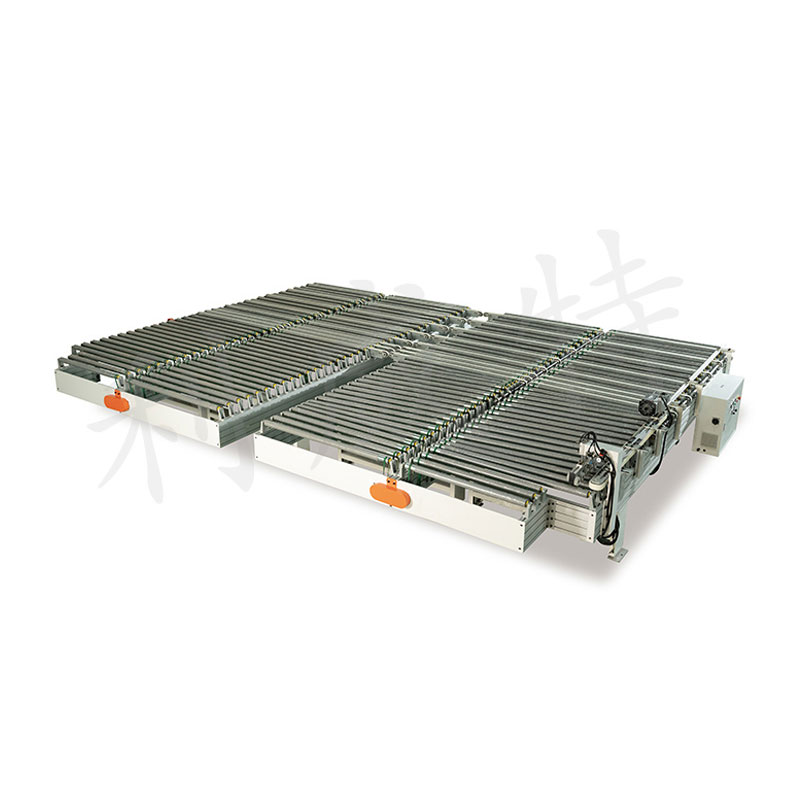
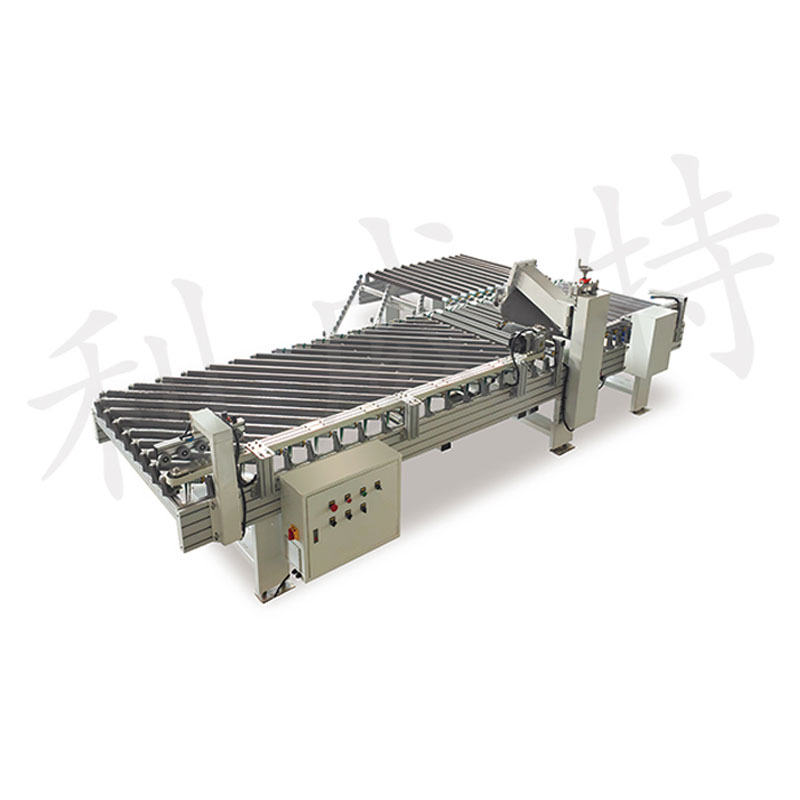
热销产品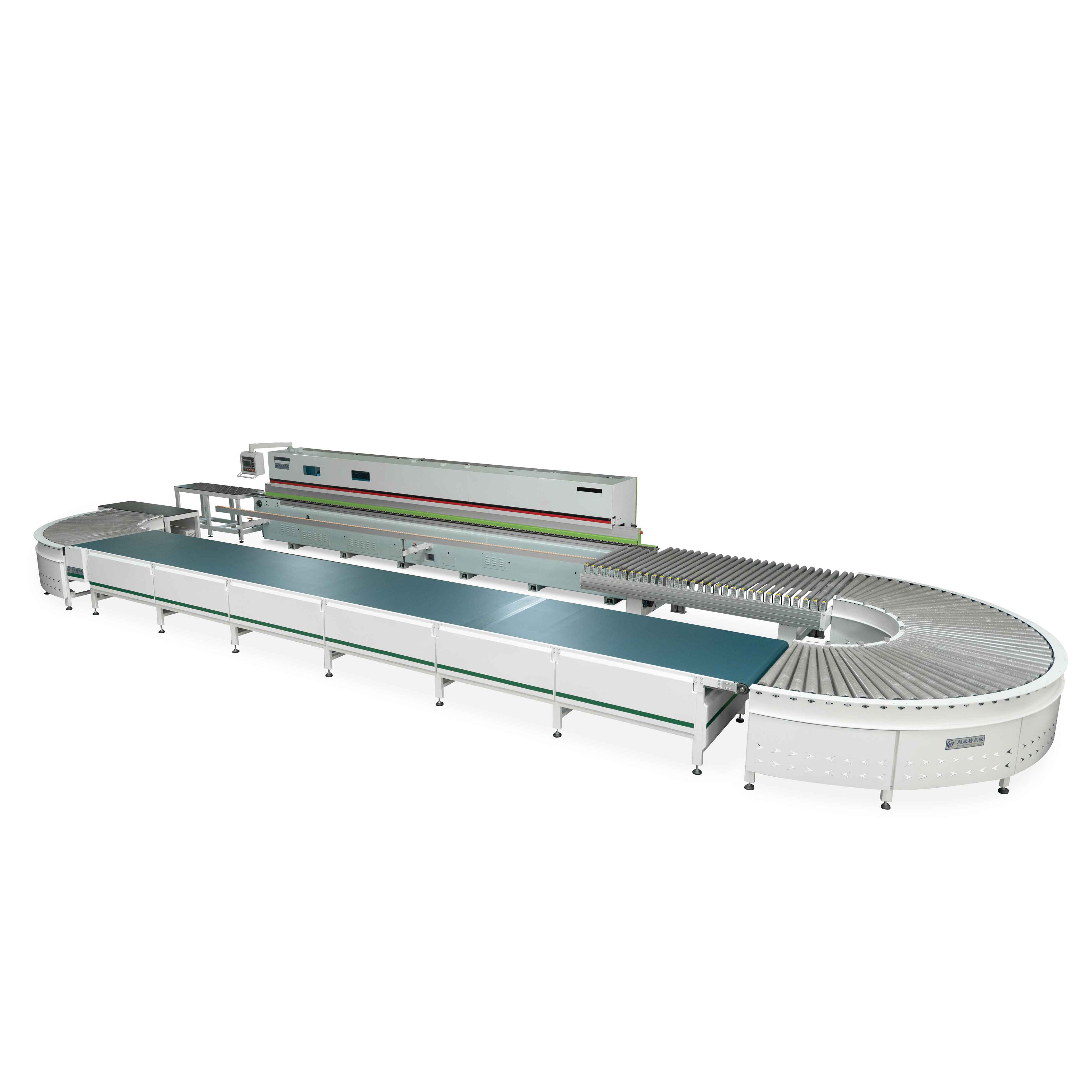


H
热点新闻C
联系我们封边机回转线的十个步骤:
1、将机器及作业场所进行整理干净,检查吸尘系统设计是否可以正常。
2、以检查是否足够的粘合胶锅干净,适当添加胶应视量是不足的。
3、根据不同工件长、宽度进行调节好辅助托料杆位置。
4、根据工件的厚度调整上横梁的压轮与下轨道的距离,以确保工件能够稳定地压紧工件,工件表面不会因为太紧而被压碎。
5、调整橡胶门的大小,使封边材料涂胶均匀、充分。
6、连接管,所述压力保持在6个标准大气压下是稳定的。检查各部位的压力是正常的,通风流畅。
7、检查电源线接线方式是否可以正常,通过试机,转向学生正确,看封边机运转是否能够正常。
8、调节温度控制表中,在轮胎被加热至180℃,灯亮,然后打开另一开关。当边缘,胶锅温度应保持在180℃±20℃,塑料轴应保持在200℃±20℃。
9、装上封边条,调整各部位封边条限宽位置,使封边条能顺利进行通过且不能压的太紧,同时将工件可以放上实现输送带,并紧靠90°导轨安装挡板,然后根据平行比较均匀发展推进。
10、每个A工作加工,所述第一构件的成品检查,并调整曲率合适修整的量。

封边机回转线的常规保养
1、输送链条要常保持润滑,加锂基脂润滑油
具体操作方法:在封边机输送带开启的情况下,将随封边机设备配送过来的黄油枪内加满锂基脂,把加油口对准封边机下梁上的一排油嘴,进行5—8下的挤压,让锂基脂完全到达导轨上。
2、涂胶锅需要加高温润滑脂,时间周期以周为单位
具体操作方法:在涂胶锅正常开启的情况下,将随封边机设备配送过来的黄油枪内加高温润滑油,将出油口对准胶锅底座延伸的油嘴,进行6—8下的挤压,让高温润滑油能完全到达胶轴底座的轴承内部,实现润滑。涂胶减速电机开始运行到400小时,应更换润滑油(蜗轮,蜗杆专用油,460号粘度),以后换油周期为4000小时。
3、点检集中润滑油是否充足
具体操作方法:目视集中润滑油箱里面的润滑油是否正常、电源信号是否正常,常规润滑油不能低于zui低液位标线,机器正常开启时油泵电源灯会亮。如果连续有半年没有往油泵内加油,说明泵体不工作或有问题,需检查维修。
4、日点检进气后三联件水杯中的水分
具体操作方法:每天下班前目测三联件的液位高度情况,三联件中第三个杯作用是收集压缩空气水分,聚集后需要手工排出。





 微信扫一扫
微信扫一扫