佛山市利威特机械设备有限公司
H
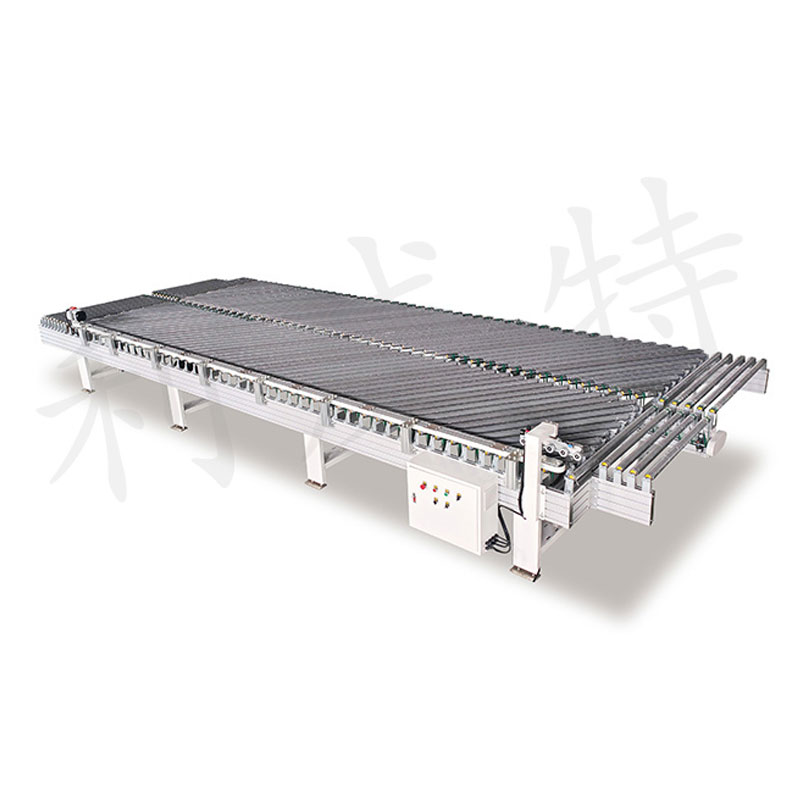
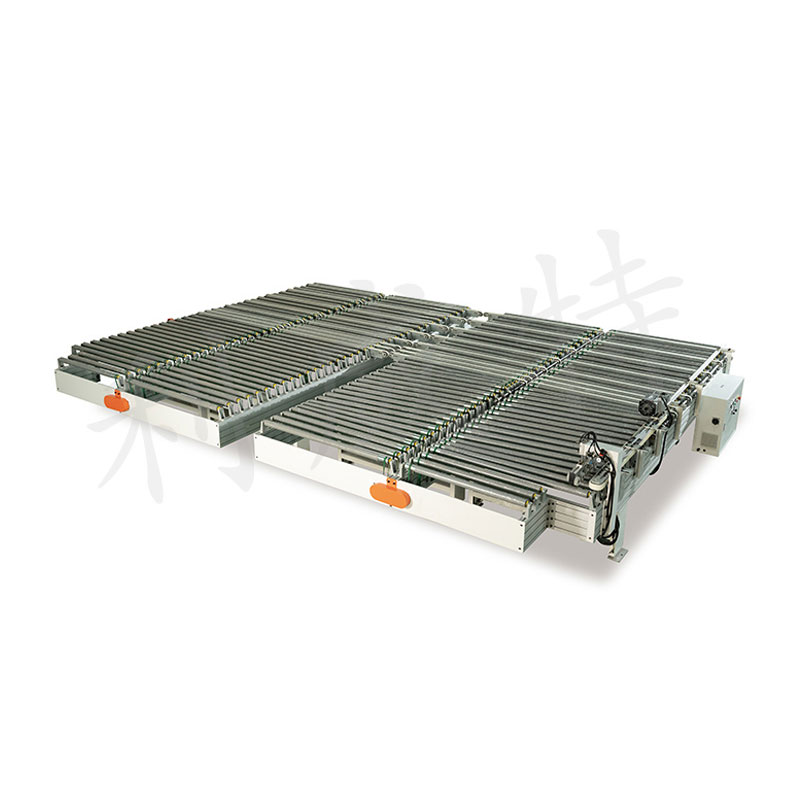
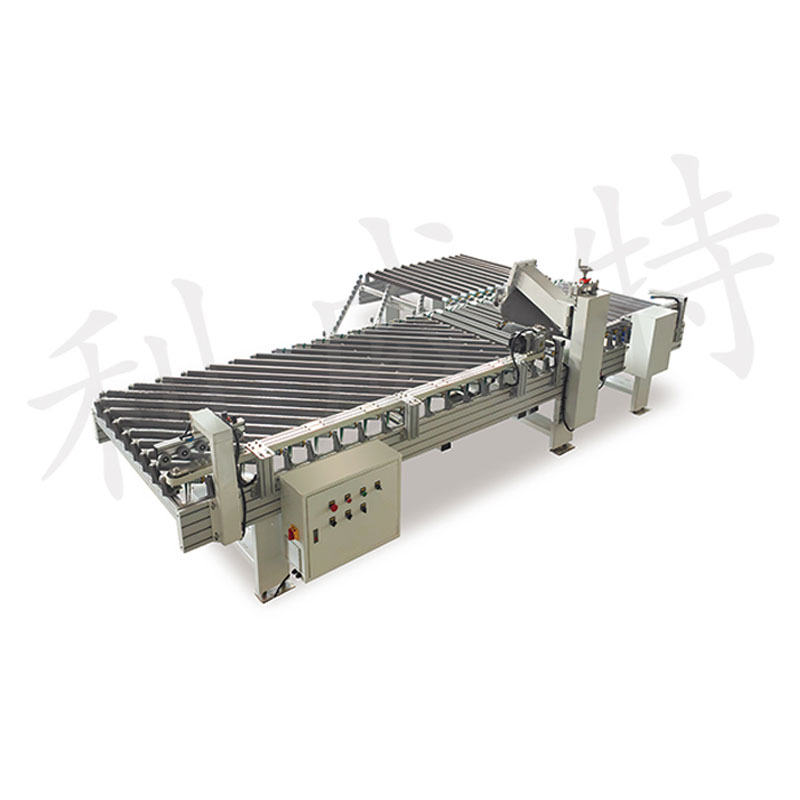
热销产品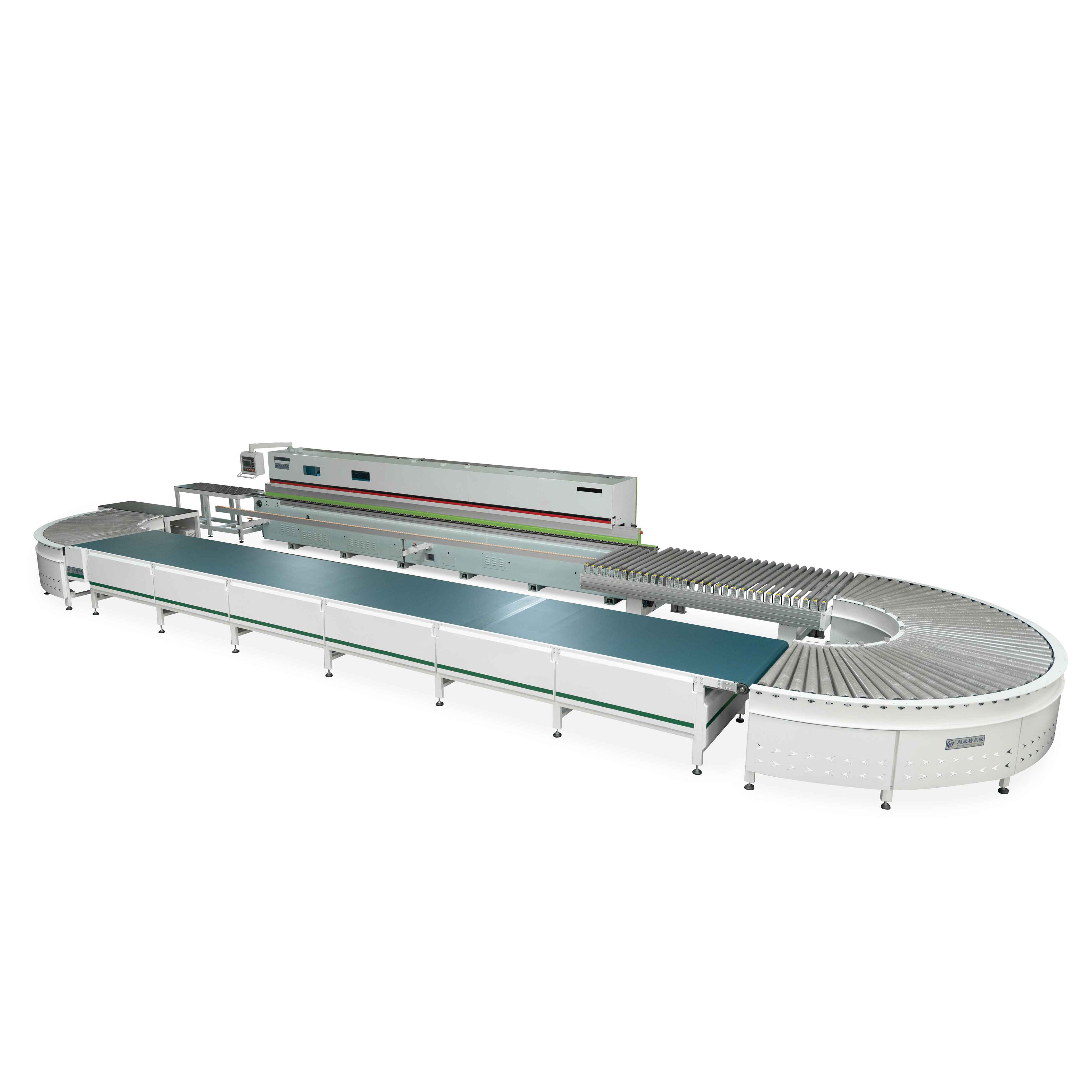


H
热点新闻C
联系我们回转线厂家之耐热输送带如何硫化

耐热输送带的功能在生产进程中要注意许多问题。
首先检查机油箱油位和导向部分的润滑情况,如果立柱上下端螺母松动,则调整液压体系的工作压力和加热装置的加热温度。盘子。根据产品硫化进程的条件。
压力根据产品硫化压力、棋盘承压面积和柱塞面积确认,然后用螺丝刀将电接点压力表的调压指针调整到所需压力规划。
加热温度可通过调理温控器的温度调理旋钮来设定。
启动机器,检查运行状况是否正常,包括活塞升程速度、电接点压力表指示的压力刻度和操控,以及机器的噪音和振动。
加工好生产或实验用的模具后,放在热板上预热。
检查称重半成品或必要的橡胶材料,并标出压延方向。橡胶半成品质量=模腔体积橡胶密度1.05-1.10
从热板上取下模具,打开上模,将半成品或橡胶参加模腔,将上模板放入模具中,放在热板上,注意模具一定要放好在加热板的中心,以防止漂移。
启动油泵电机,抬起热板,合模。在上升期间,严禁用手或其他物体触摸模型或板之间。当压力到达硫化压力时,泄压排气2-4次,zui后一次压力到达硫化压力时,开端计时并保压进行硫化。
按预订时刻混合,卸压,降低热板,打开模具取出试件或图案,取出后,在室温或以下的水或金属板上冷却10-15分钟,并停放16 小时进行操作。测试后,硫化完成后,进行模具加工,继续上述进程硫化其他样品或试件。
佛山市利威特机械设备有限公司专业生产自动回转线,封边机回转线,输送带连线,免挖坑升降台,回转线,板材回转线,开料锯上料机,上下料台等回转线厂家。





 微信扫一扫
微信扫一扫