佛山市利威特机械设备有限公司
H
热销产品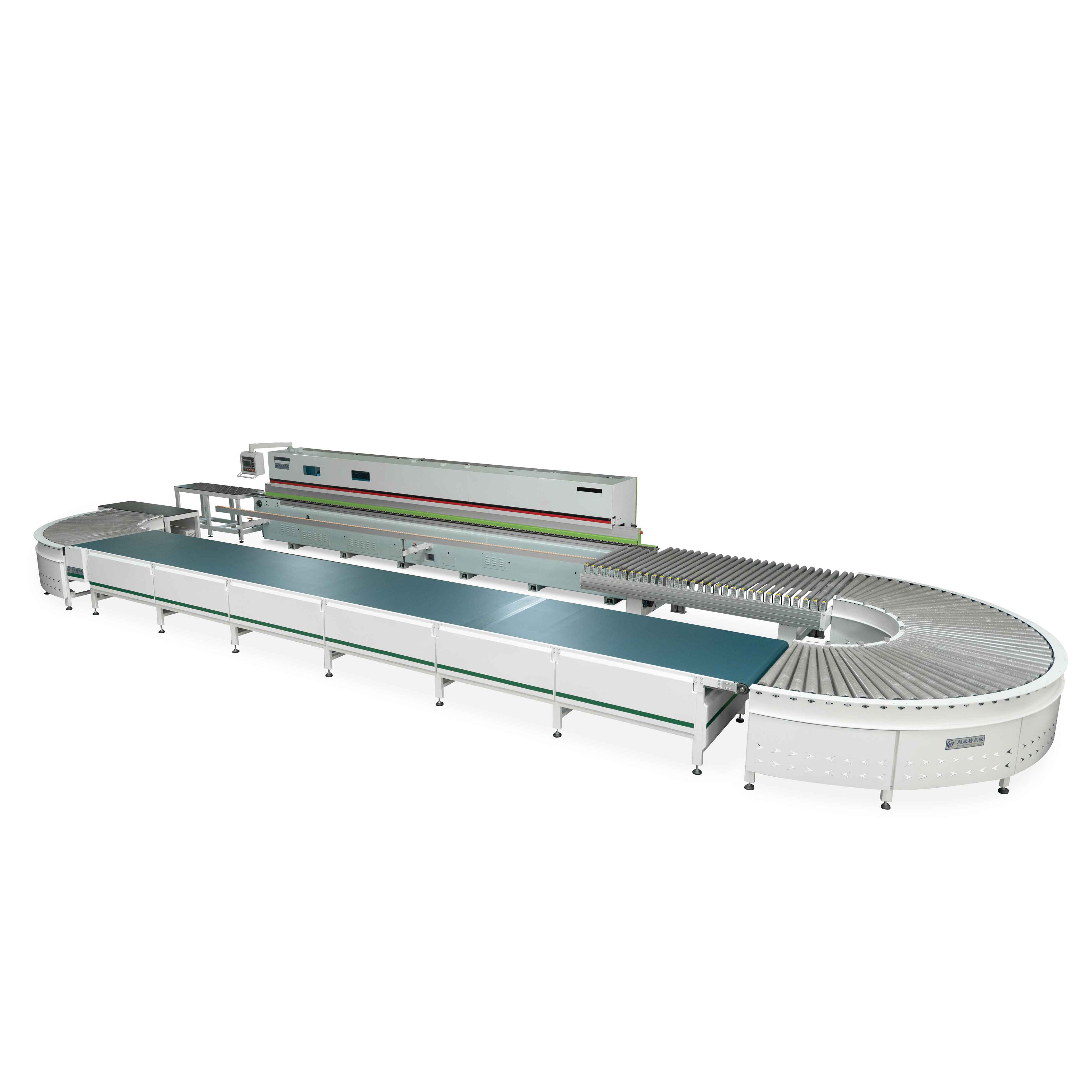


H
热点新闻C
联系我们自动传送板材机之输送带在运行过程中如何纠偏

在实际使用中,由于各种条件的变化,仍然可能会出现偏差。偏差规则为:当滚筒的旋转轴垂直于输送带的运行方向时,皮带朝着张紧侧运行,也就是说,皮带沿zui大滚筒直径的方向(对于传动辊通常是鼓形的)。
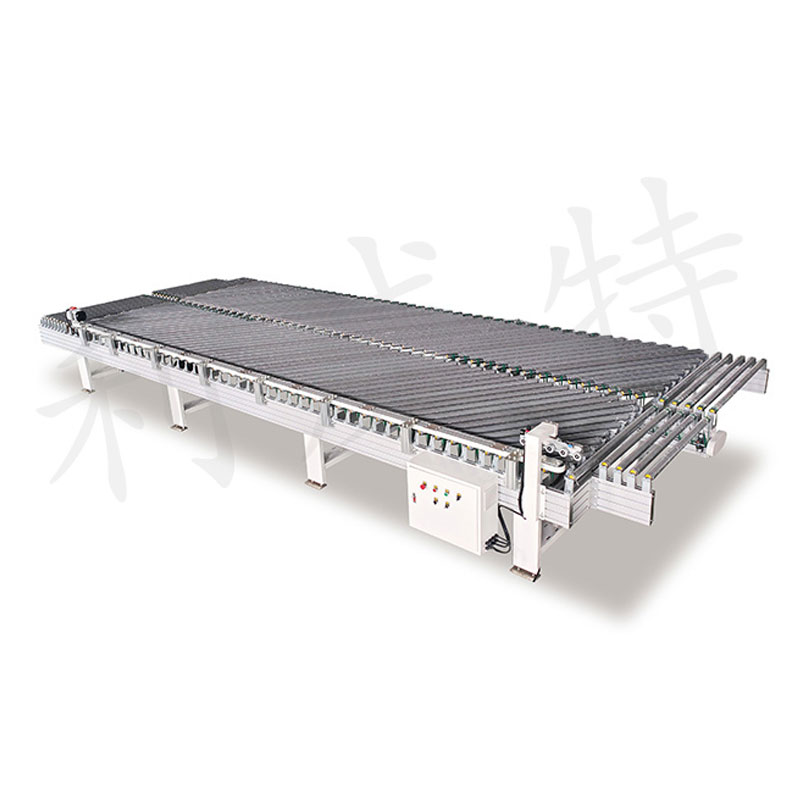
当滚筒或惰轮的旋转轴不垂直于传送带的工作方向时,皮带会运行到滚筒或惰轮首次进入的一侧。掌握了规律之后,通过调节尾鼓和惰辊的轴线与皮带的纵向中心线之间的夹角,可以明显地纠正偏差。
大部分偏转部件出现在回流输送机上。即使轴承表面支撑辊部分的传送带发生偏移,也可以调节回程辊以消除偏差。进行调整时,避免同时使用多个人。运行数周后,您可以决定是否需要再次调整,同时调整量并不容易,因为调整量太大。
调整方法:
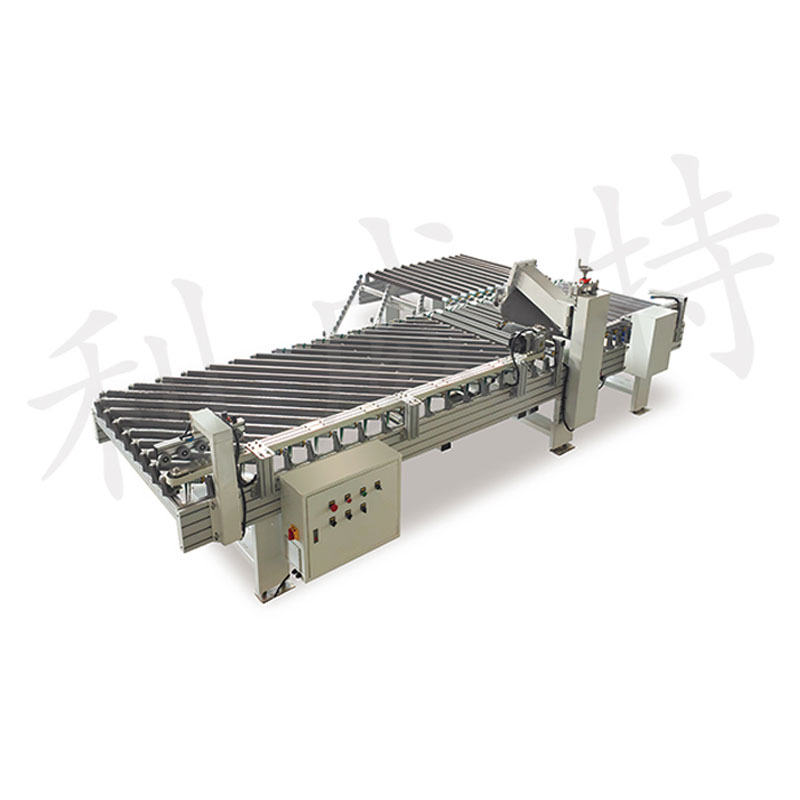
1.每日偏差调整
(1)偏差发生在导辊,然后是导辊,传送带的哪一侧正在运行并拧紧。
(2)在其他要在惰轮上行驶的地方上路时,调整惰轮,只需将惰轮移至皮带运行方向即可。
旋转角度时,通常需要根据传送带的行程来分组调整此设置,以达到行程设置的目的。
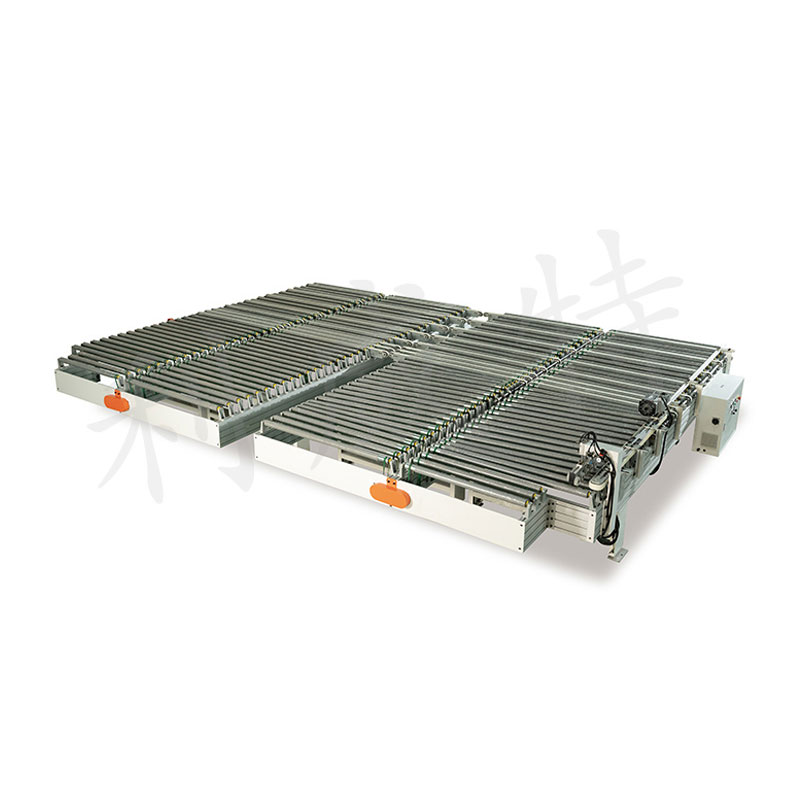
2.采用偏差调整装置
采用槽形的向前倾斜的惰轮组,即,惰轮的两侧相对于中间惰轮的轴线朝着传送带的向前方向倾斜角度,通常为1 30,如果太大,它将面向前方。摆动滚子轴承产生过大的轴向力并消耗一定量的能量。





 微信扫一扫
微信扫一扫