佛山市利威特机械设备有限公司
H
热销产品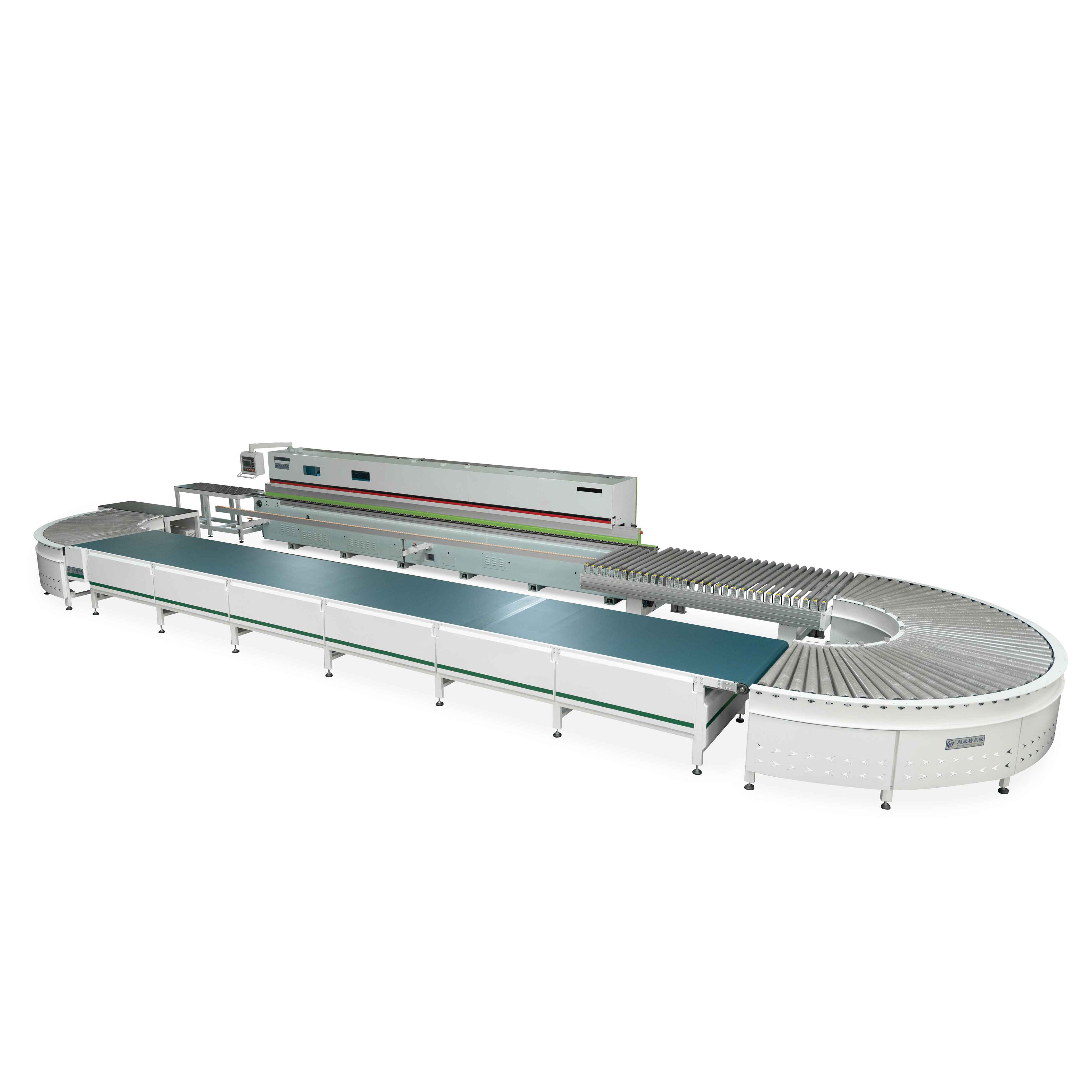


H
热点新闻C
联系我们输送带连线之制作规范及步骤

1、了解输送带的特性以及现场施工情况,对雨雾、粉尘等特殊环境做好保护措施。做好施工前工作区域的清理清洁工作,保证工作区域平整、干净、宽阔。
2、准备施工器具,包括工作平台、输送带硫化机、加压泵、RIT芯胶、RIT面胶、热硫化剂SK823、冷却水源、角磨机、钢卷尺、角尺、钢丝钳、毛刷、吹风机等。
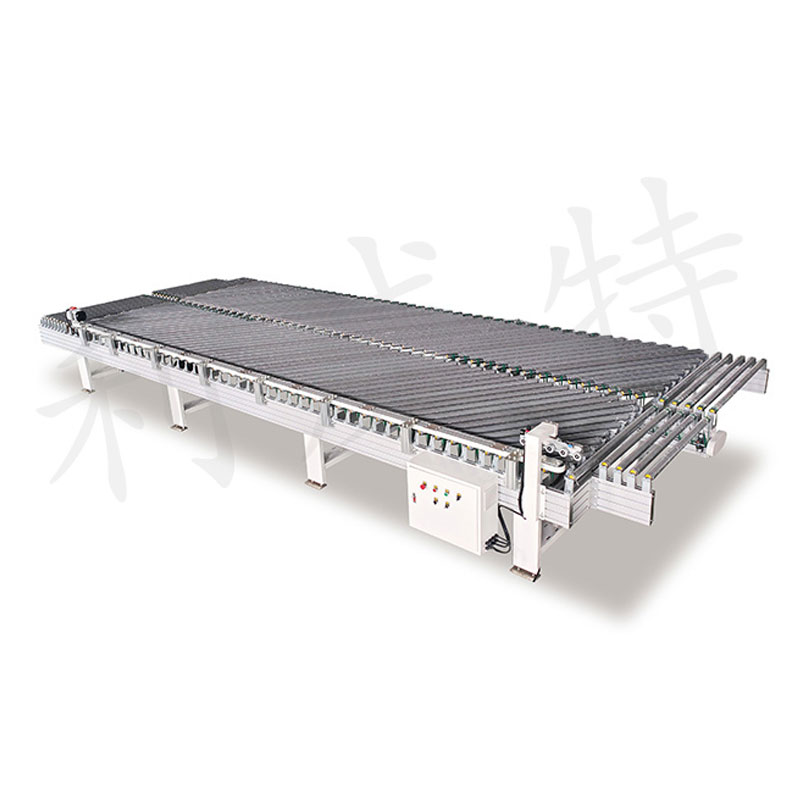
3、输送带牵引固定及定中心
3.1、先将需要制作接头的输送带牵引到位,使输送带的接头交叠,交叠部位大于或等于接头长度。
3.2、搭接接头平台,平台长度至少为接头长度的三倍,宽度比硫化机平板略宽,平台表面与硫化机下加热板的表面在同一平面上。
3.3、输送带硫化机摆放从下至上的顺序为:铝合金槽钢、水压板、下隔热板、下加热板。
3.4、输送带接头的直线度直接影响接头效果,必须根据输送带的宽度三点确定胶带中心线,确定中心线对直无误后,将接头部分以外的输送带固定在工作平台上。
4.确认输送带的接头方向,一般接头方向与输送带运行方向一致。
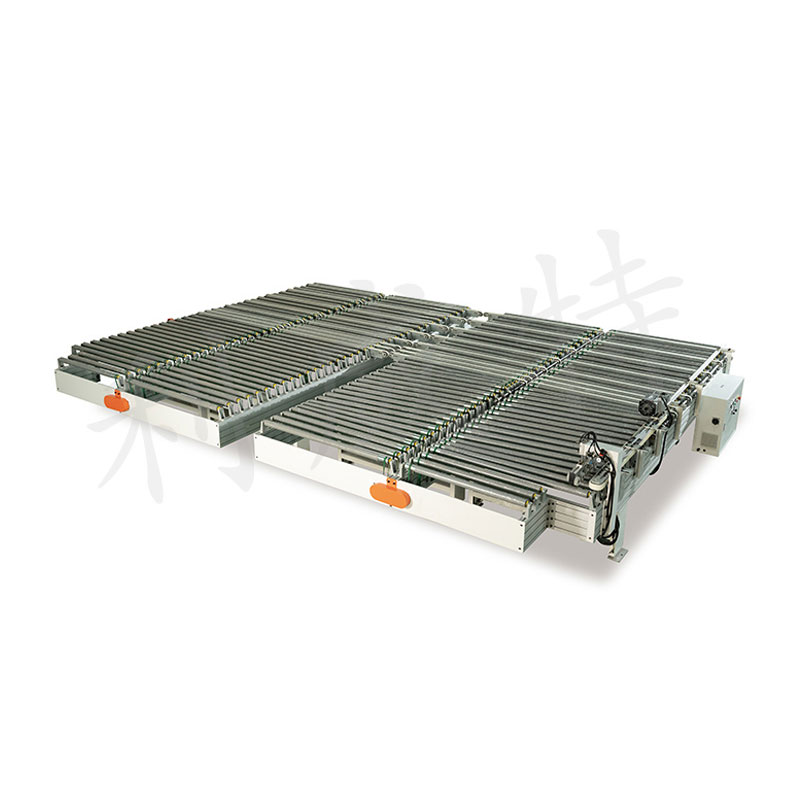
5、输送带切割打磨及清洁
5.1、根据接头技术参数计算出接头长度,依次量出各线位置。
5.2、用刀横向割开输送带上下两面的覆盖胶,深度近达钢丝绳,用钢丝轮将钢丝绳表面和过渡区打磨成粗糙状。
5.3、用角磨机把钢丝根部的橡胶打磨成斜坡,约100mm宽,然后再沿斜坡向外打磨150mm,尽可能的将钢丝上附着的橡胶胶打磨干净。
5.4、用清洗剂SK353洗净杂物,并使用吹风机吹干。
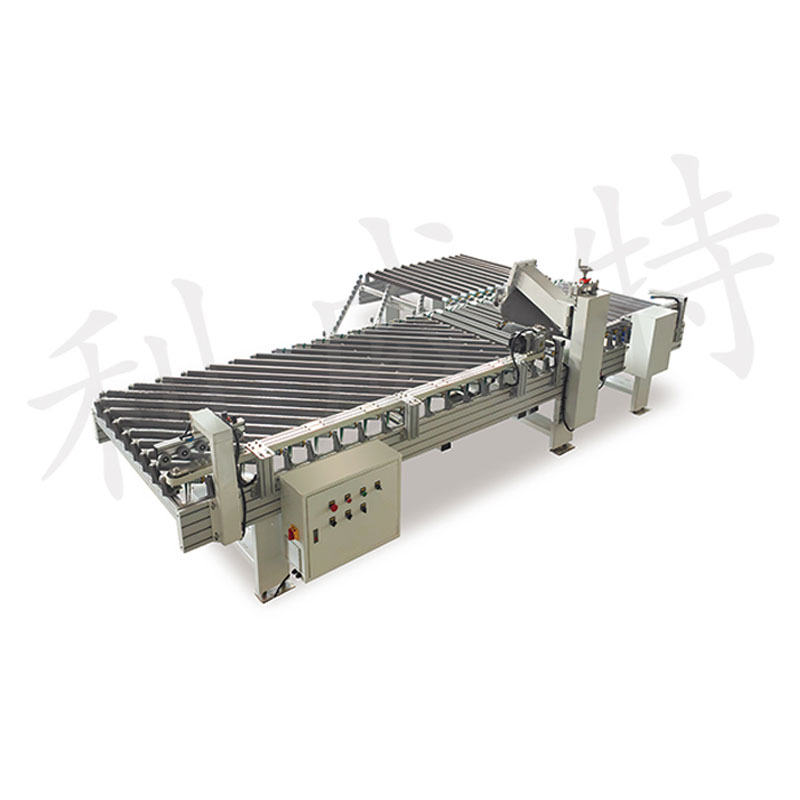
6、接头及成型
6.1、先在下加热板的表面铺一层硫化纸,然后依次为RIT面胶、RIT芯胶,二者结合处应涂刷热硫化剂SK823,材料在铺设时应与两端接头的斜面吻合。
6.2、将钢丝涂刷一遍热硫化剂SK823,然后按要求搭接好钢丝,在涂刷涂刷热硫化剂SK823时要均匀。
6.3、钢丝上部分依次平铺RIT芯胶、RIT面胶,二者结合处应涂刷热硫化剂SK823。材料同样使之与两端的橡胶斜面吻合,zui后再平铺一层硫化纸,就完成了钢丝绳芯输送带接头的铺设及钢丝的搭接。





 微信扫一扫
微信扫一扫