佛山市利威特机械设备有限公司
H
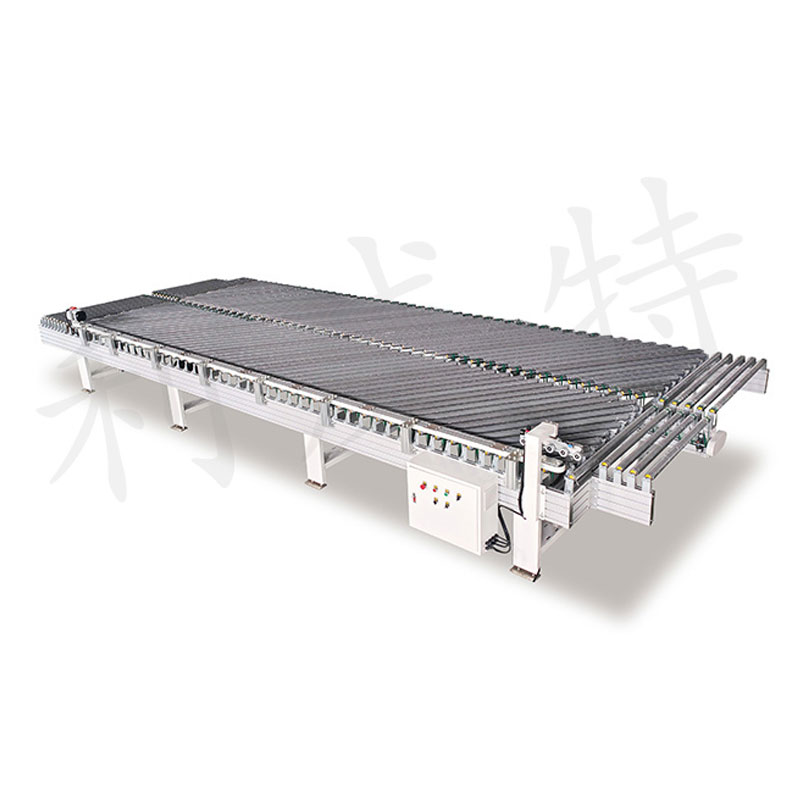
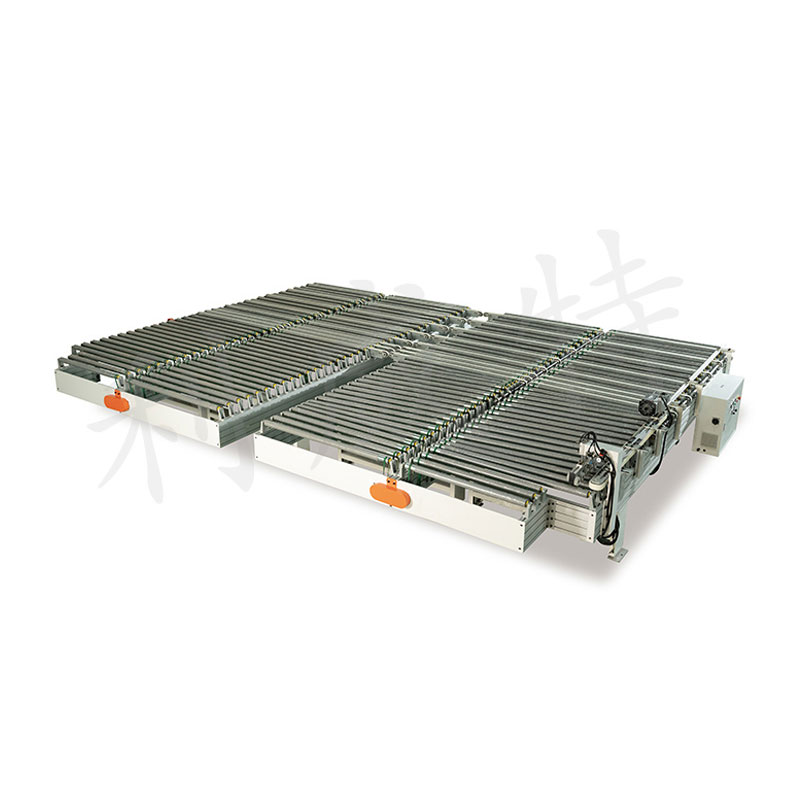
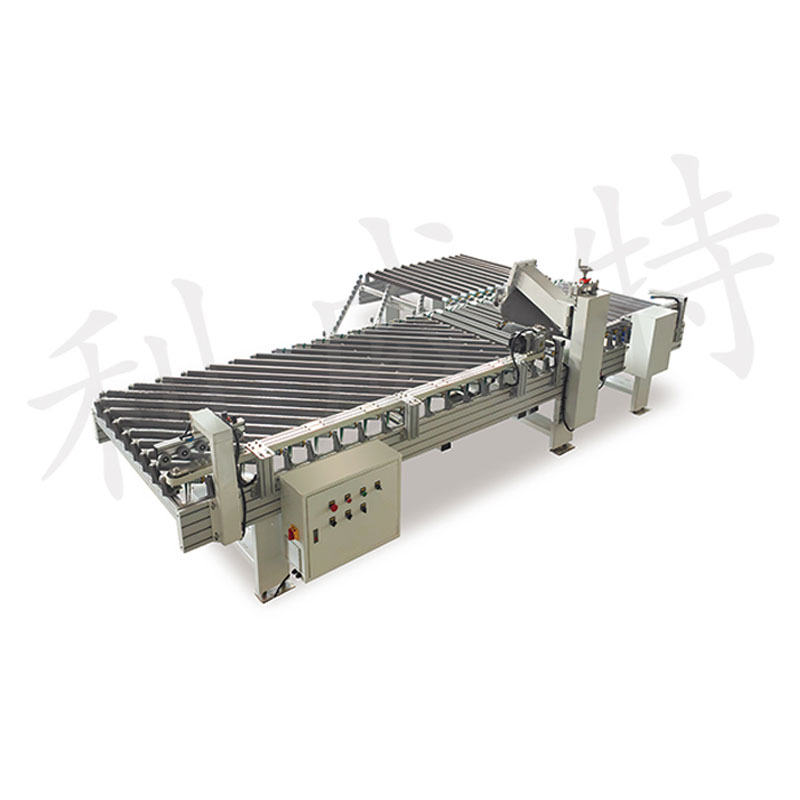
热销产品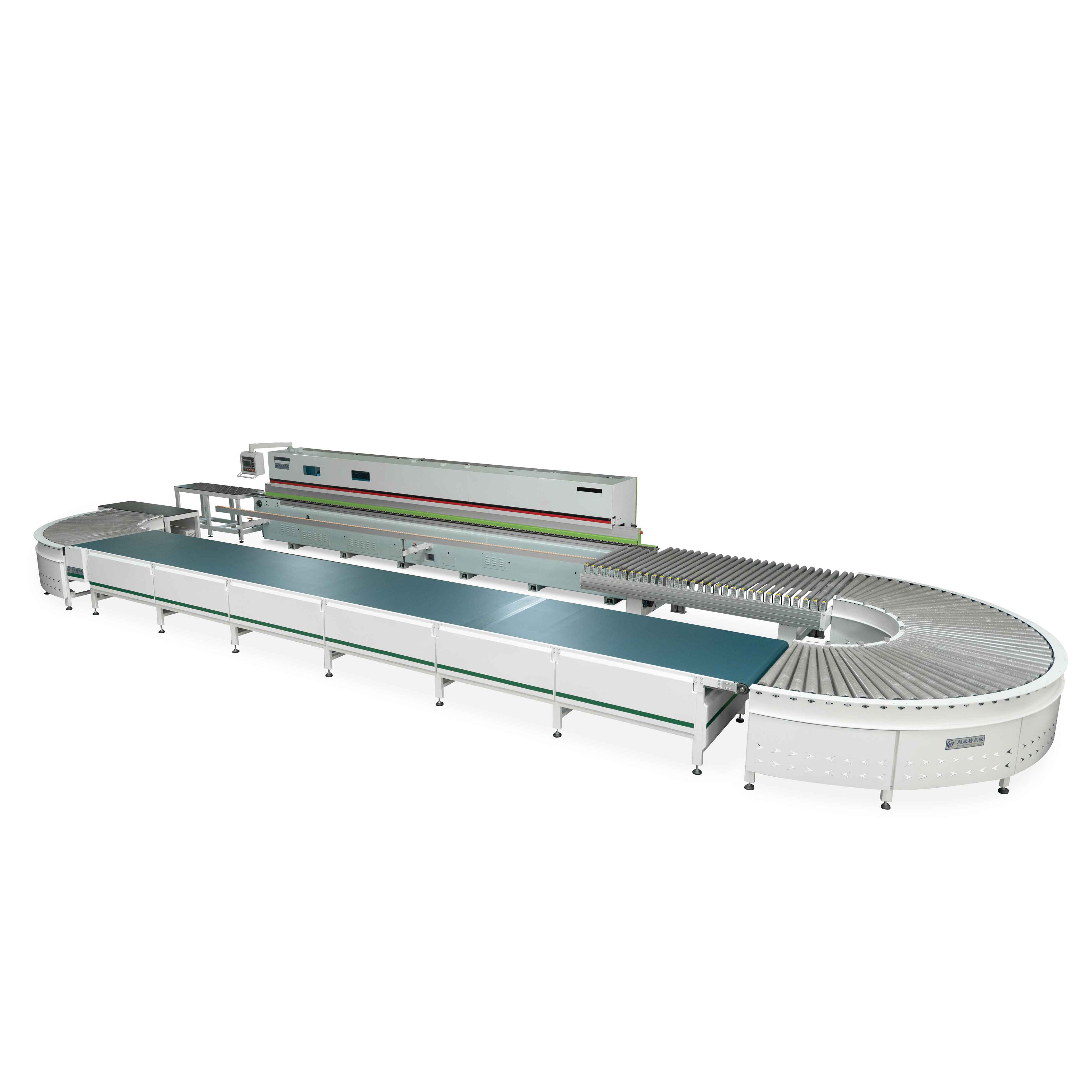


H
热点新闻C
联系我们滚筒连线之不能运行的原因

一、 不能按时交出品质、数量都达标的成品。
如果您工厂的流水线经常流不通、堆货,请首先解决这个问题:车间的前道部门,能在必要的时间内,运送必要数量到生产线吗?如果此问题得不到足够的重视,那么请照常运行流水,直至停线,让问题暴露出来!JIT的原则就是生产、运输的过程要适时、适量,下部门是上部门的客户,从始至终都要贯彻。
二、堆货、积压习以为常,设备也可能不适合流水线的运作。
举个洗衣机的例子:你需要洗一件衬衣吗?你要么等到堆积了一堆脏衣服了再洗要么浪费很多的水只洗一件?按旧的习惯,你可能会把一堆脏衣服一起洗。而精益的解决方法,就是用适合洗单件或少量衣服的工具洗,不会浪费水,也不会让衣服发霉变臭:这只需要一些辅助的自动化工具(比如可采用自动输送带、吊挂系统等设备,让您不敢再堆货,因为堆货成本太高)。
而精益生产中的3P(生产准备流程)原则存在就是为了建造适合流水线的设备规划和布局。
三、 员工可能会抵制这种改变。
那又怎样呢?这就需要对员工进行精益知识的培训。这个借口很无力。组长要学会激励员工,只有解决了这个问题,您工厂才可以持续的向前进。
四、 员工并不是多能工,不能同时进行两件以上的工作。
您在限制员工的潜能,也没有充分的发挥其潜能,我为此感到很失望。您只有给予员工多样性的工作才能让员工感到充满乐趣、士气高涨。这就需要您激励员工学习新的东西。您觉得呢?
五、 较长的转款时间,阻止了单件流的正常运行。
单件流水要顺畅,不堆货,需要把产前工作做好,工序的拆分做好,有条件的工厂可通过GSD\GST(标准工时软件)安排工序。
六、车工之间的工序间距离太远,难以一次只传递一件。这也是创嘉老师通常让工厂组长自己指出来的问题。
七、流水线要有适量的缓冲裁片。
流水组下班前,如果没有做缓冲(放1~3套裁片到员工位置的胶篮里),第二天上班时,如果线上的出现不良品或物料不足,容易造成停产等待。
八、 工序的周期时间不稳定,造成员工操作不平衡。
第一步是检查工序的周期时间,您可以直接观察工序、将工作细分、剔除浪费,然后合并工作。如果长期处于5%到10%的变化,那么请暴露问题。如果这是可预见的变化,那么如果您将人工工时zui大化就会成为真正的问题,因为这会造成更大的浪费,如过量生产、库存、搬运、缺陷、加工等不增值的浪费。请采用单件流并进行改善。





 微信扫一扫
微信扫一扫