佛山市利威特机械设备有限公司
H
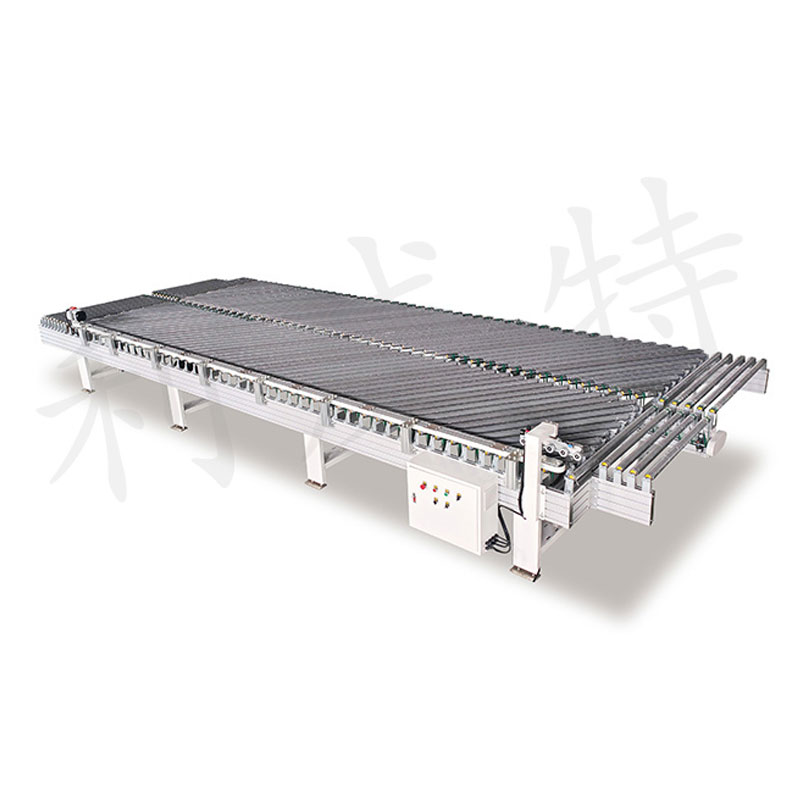
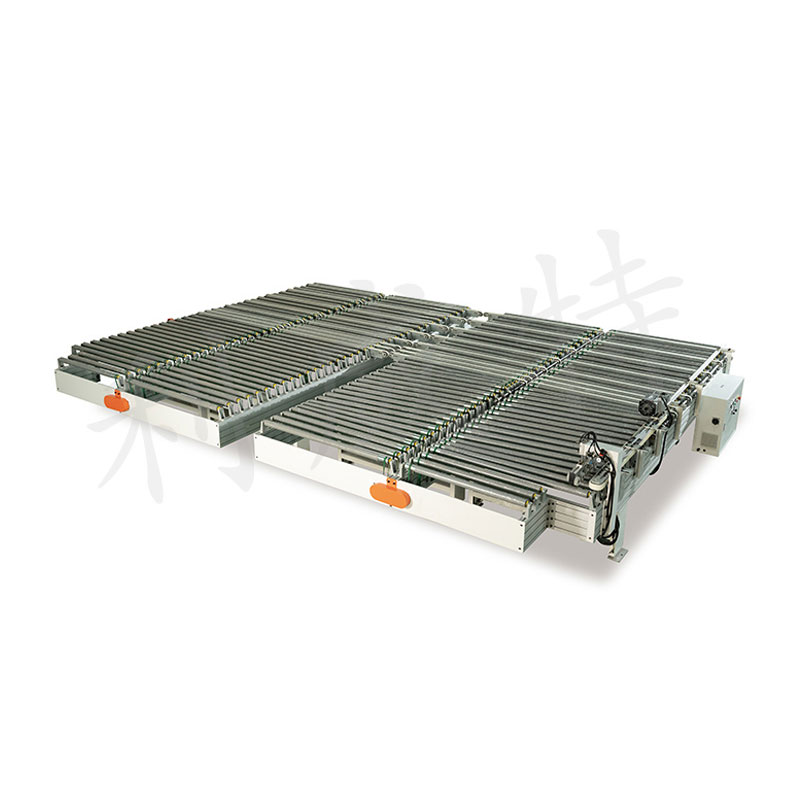
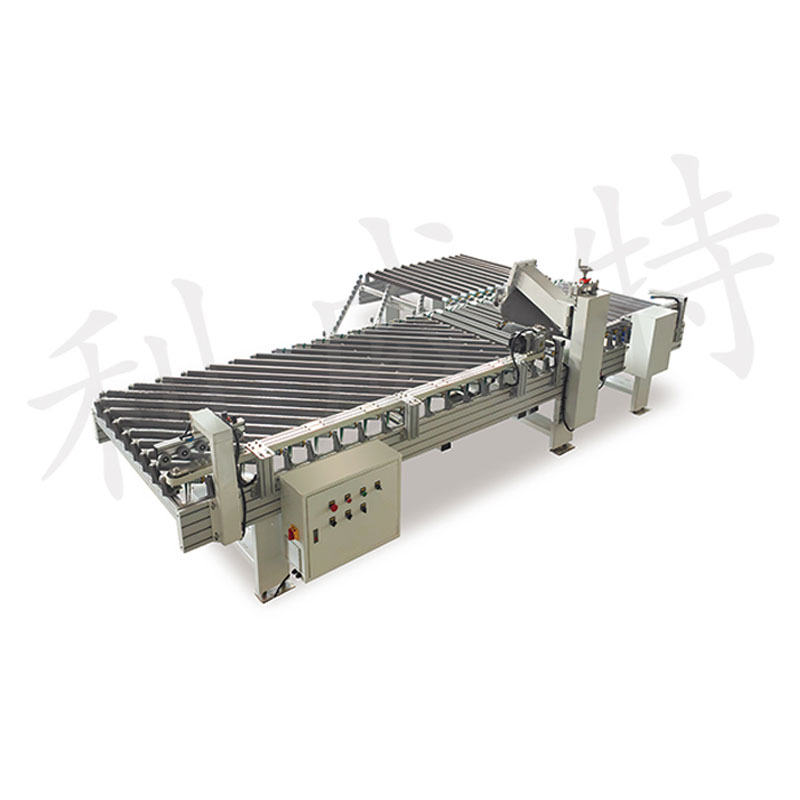
热销产品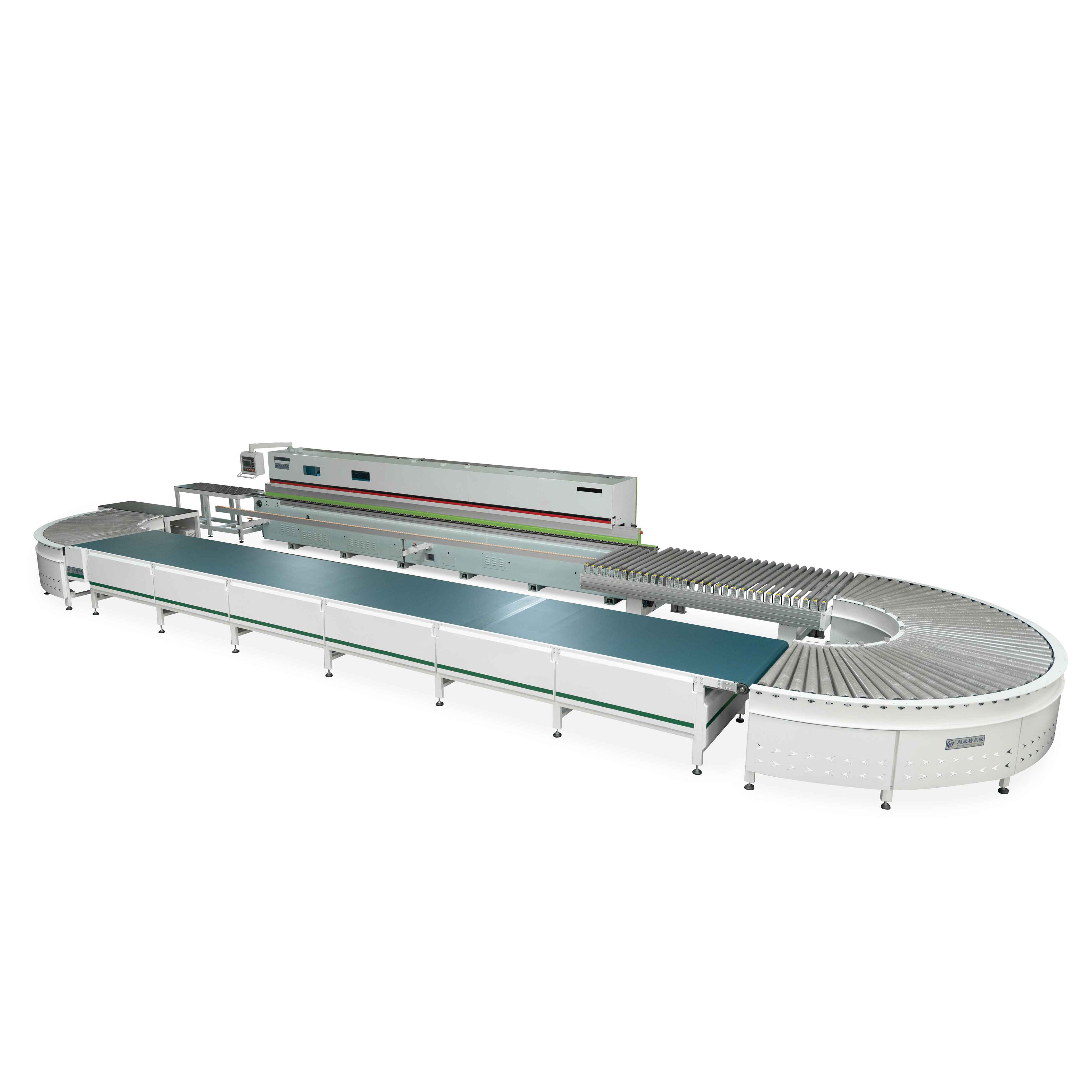


H
热点新闻C
联系我们输送带连线的保养:
1、尼龙输送带在运输和贮存中,应保持清洁避免阳光直射或雨雪浸淋,防止与酸、碱、油类、有 机溶剂等物质接触,并距离发热装置一米以外尼龙输送带。
2、贮存时仓库温度宜保持一18-40℃之间,相对湿度宜保持在 50-80%之间。
3、贮存期间,产品须成卷放置,不得折迭,放置期间应每季翻动一次。
4、不同类型、规格层数的输送带不宜接在一起使用,其接头zui好采用胶接法。
5、尼龙输送带的类型、结构、规格、层数应根据使用条件合理选用。
6、尼龙输送带运行速度一般不宜大于2.5米/秒,块度大,磨损性大的物料和使用固定梨的 卸料装置应尽量采用低速。
7、运输机的传动滚筒直径与输送带布层的关系、传动滚筒、改向滚筒的配套以及对 托辊槽角 的要求应根据运输机的设计规定,合理选取。
8、给料方向应顺胶带的运行方向,为减小物料下落时对胶带的冲击应采溜槽,减小物料下落距离;胶带受料段应缩短托辊间距和采用缓冲吊装托辊为漏料,带顺应采用柔软适度的挡料板,以免档料板过硬,刮破输送带的带面。

输送带连线之输送带跑偏的原因
1.检查托辊横着轴线与皮带运输纵向轴线的不重合度。尼龙输送带适用常温状态输送非腐蚀的无尖刺的小块、颗粒状、粉末状的多种多样物料、如煤碳、石油焦、沙石、混凝土等散物(料)或成物品。它能够合理的减少输送成本费,建立髙速、大跨距、远距离输送。要是不重合度值超出3毫米,则应运用托辊组两边的长条形安装孔进行调节。具体做法是输送带偏重哪一边,托辊组的哪一边向输送带前行的方位前移。
2.检查头、尾机架安装轴承座的2个平面的误差值。若两平面的误差超过1毫米,则解决两平面调节在同一平面内。头顶部 滚桶的调节方式是:若输送带向滚桶的右边方向跑偏,则滚桶右边的带座轴承理应往前中移动或左边带座轴承后移;若输送带向滚桶的左边方向跑偏,则滚桶左边的带座轴承理应往前中移动或右边带座轴承后移。尾端滚桶的调节方式与头顶部滚桶恰好相对。
3.检查物料在输送带上的部位。物料在输送带横剖面上不垂直居中,将造成输送带方向跑偏。





 微信扫一扫
微信扫一扫