佛山市利威特机械设备有限公司
H
热销产品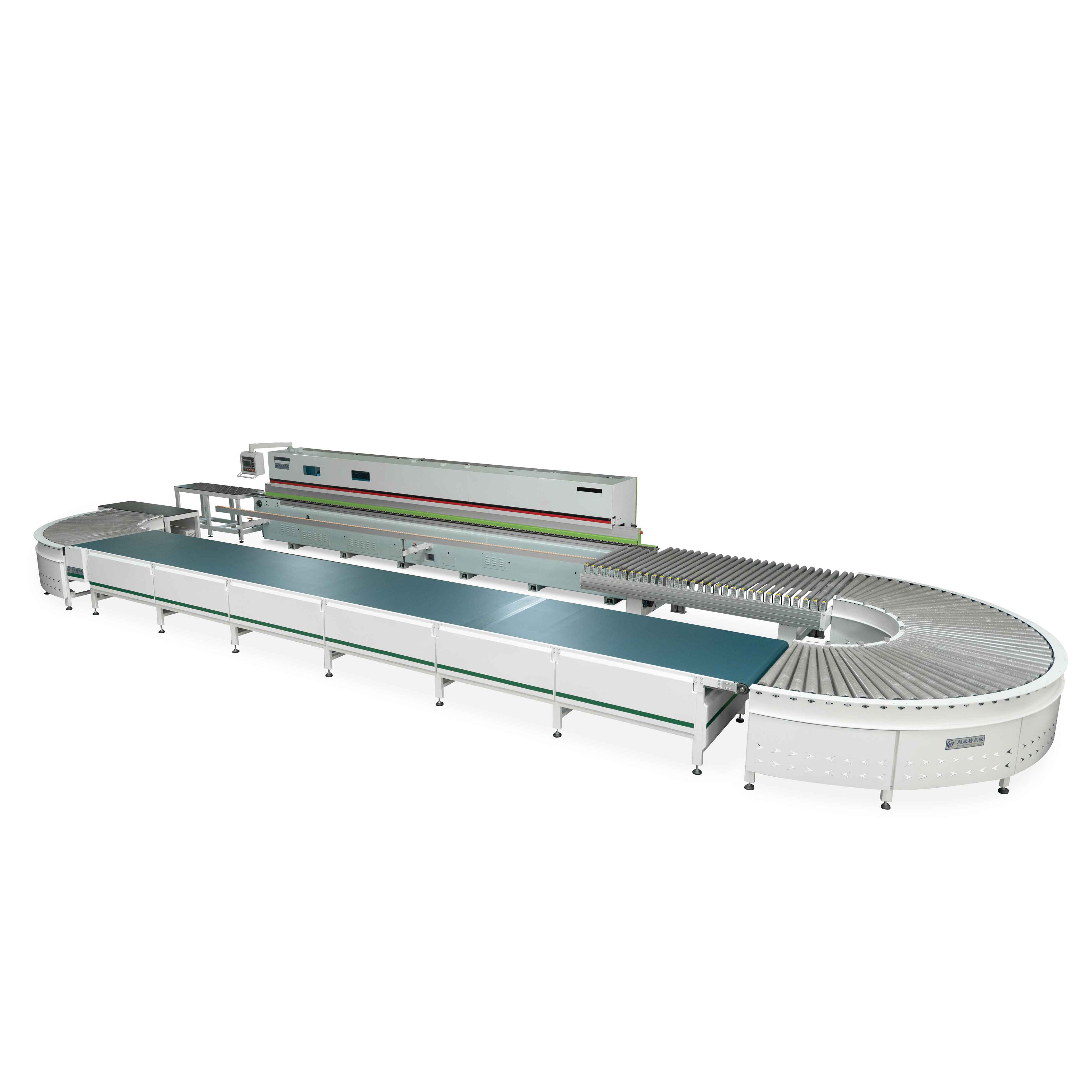


H
热点新闻C
联系我们板材回转线发热解决措施
简单易行的办法便是设置专门的冷却系统。在电机定子与壳体连接处设计循环冷却水套,水套用热阻较小的材料制造,套外环加工有螺旋水格。电机工作时,水槽里加入循环冷却水,为加强冷却效果,冷却水的入口温度应严格控制,并有一定的压力和流量。另外,为防止电机发热影响主袖轴承,主轴应尽量采用热阻较大的材料,使雕刻机电机转子的发热主要通过气隙传给定子,由冷却水吸收带走。
板式家具生产线钻头在钻孔时容易出现爆边现象是怎么回事?钻头自身如果没有倒锥、钻头自身不同轴(跳动大)、钻头小尖(割刃)比中心尖高,这些原因都能造成钻孔时孔口爆边现象。解决的办法就是严格检验以上提到的各个参数,做到符合产品图纸要求。
另外,使用机床如果主轴与快换接头不同轴、使用机床的压紧装置配置不足,压力不够,钻孔时工件晃动,也会造成钻孔时爆边。解决的办法就是检查快换接头、机床主轴、气压等机床参数符合使用要求。钻孔时孔口小而出口大。
板式家具生产线钻头自身跳动大(不同轴),除了出现钻孔时孔口小而出口大以外,还会引起孔口爆边。解决的办法是做好钻头的检验,严格控制跳动。另外,使用机床如果主轴与快换接头不同轴,也会引起钻孔时孔口小而出口大。解决的办法是更换快换接头和主轴。

板材回转线如何提高效率
首先,在使用板式家具生产线加工时,同步原则就是产品的零部件大方向以产品为单位,小方向以产品的单件包装件数为单位,控制各零部件尽量同时或在尽可能小的时差内达到包装工序,避免包装时等件现象这里面的中心内容其实就是工艺流程表中的工时项目产品各零部件的工时要清晰准确可操作性强综合因素考虑得到位。
其次,顺流原则尽量避免产品零部件在数控开料机上工序倒流,出现倒流现象会阻障其它零部件的正常流程,就像路上行驶的车流,使整个车间流程出现无序状态,不利于管理者的操控,这里的中心内容就是工艺流程表里的工序排列顺序其中的难点就是如何解决各零部件生产工序的交叉作业与同步到达的矛盾。
其三,充分性原则就是每道工序避免工序自身的浪费比如:开料工序本来设备可以一次同时开料三块板,而将其设计成两块板再如排钻工序一块板上的孔位本可以两次可完,而你将其设计成三次或四次打完,这些都会产生工序自身的浪费从而影响加工效率,要想做好这些首先一点就是相应的工艺文件要全面,也就是开料工序要有开料图,而且要编制锯路顺序,排钻工序要有钻孔图,而且要针对不同型号的排钻有不同优化钻孔方案,同时要结合工时去进行操控。





 微信扫一扫
微信扫一扫