佛山市利威特机械设备有限公司
H
热销产品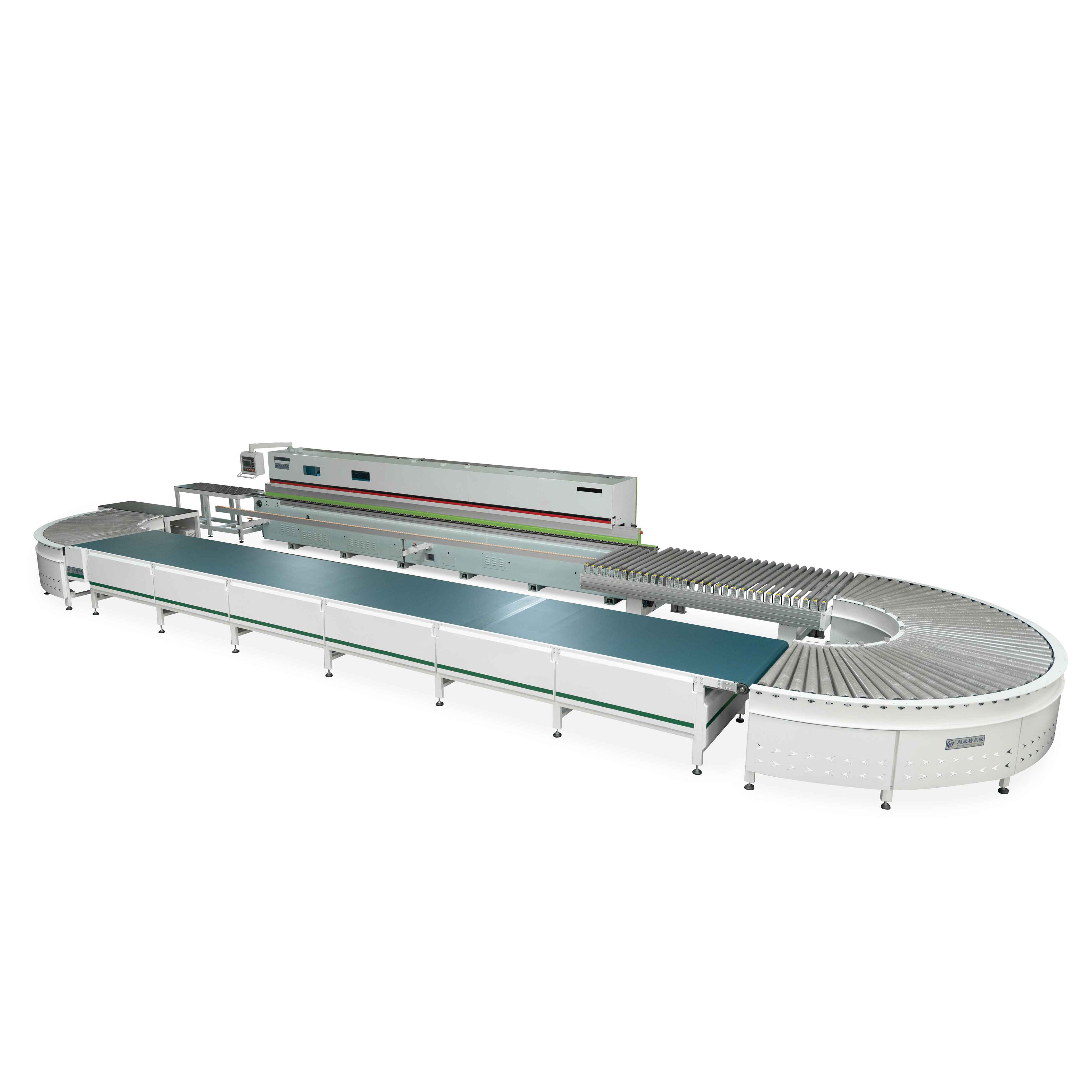


H
热点新闻C
联系我们板材回转线的作业流程
首要、好的板式家具智能规划拆单软件具有门店专用橱柜/衣柜等规划模块,软件具有爆炸组合视窗功用,客户能够在门店直接看到规划作用,节省了奔走工厂检查的时刻。
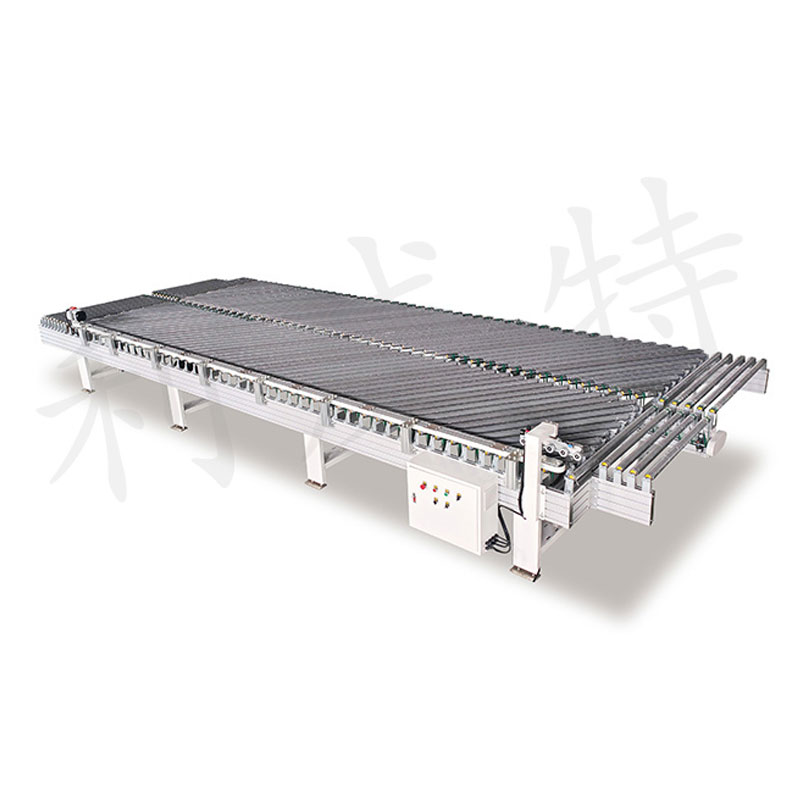
其次、门店接单后,经过电脑网络数据直接传回工厂,从接单到规划,并主动生成CNC加工条码,到工厂主动生成切开清单,并精确的计算出库存余料。
第三、依据生成好的切开清单,板材经过数控开料机进行精细切开加工,经过上下料工序主动运送板材;主张规划化工厂挑选主动贴码机器。
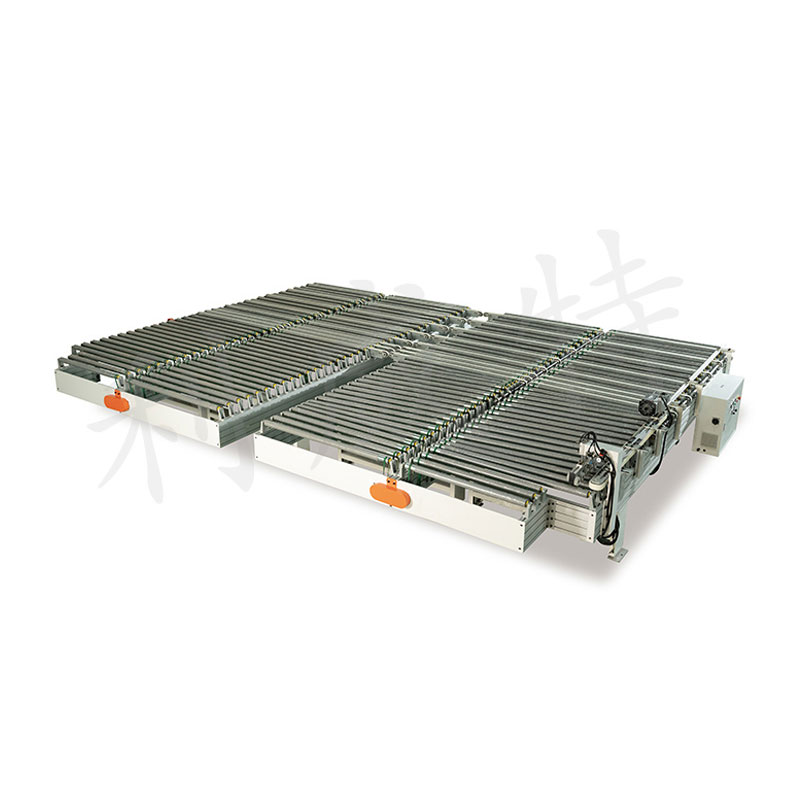
第四、经过扫描条码转入到全主动封边机封边,之后再进入数控排钻工序,进行五金件安装打孔孔位。这样橱柜的各个部件即切开加工结束,包装装箱。到了客户所在地,拆开包装依据相应的条码,进行组合即可,十分简略快捷。

板材回转线如何提高效率
首先,在使用板式家具生产线加工时,同步原则就是产品的零部件大方向以产品为单位,小方向以产品的单件包装件数为单位,控制各零部件尽量同时或在尽可能小的时差内达到包装工序,避免包装时等件现象这里面的中心内容其实就是工艺流程表中的工时项目产品各零部件的工时要清晰准确可操作性强综合因素考虑得到位。
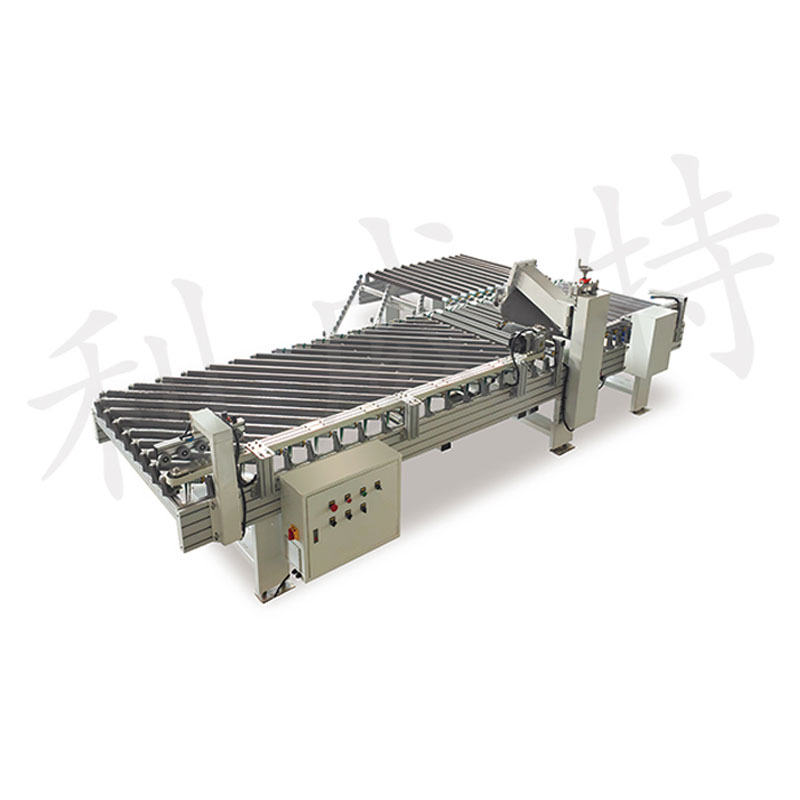
其次,顺流原则尽量避免产品零部件在数控开料机上工序倒流,出现倒流现象会阻障其它零部件的正常流程,就像路上行驶的车流,使整个车间流程出现无序状态,不利于管理者的操控,这里的中心内容就是工艺流程表里的工序排列顺序其中的难点就是如何解决各零部件生产工序的交叉作业与同步到达的矛盾。
其三,充分性原则就是每道工序避免工序自身的浪费比如:开料工序本来设备可以一次同时开料三块板,而将其设计成两块板再如排钻工序一块板上的孔位本可以两次可完,而你将其设计成三次或四次打完,这些都会产生工序自身的浪费从而影响加工效率,要想做好这些首先一点就是相应的工艺文件要全面,也就是开料工序要有开料图,而且要编制锯路顺序,排钻工序要有钻孔图,而且要针对不同型号的排钻有不同优化钻孔方案,同时要结合工时去进行操控。
其四,质量原则任何工序在提高功效时都不能以牺牲产品质量为代价,因为产品质量才是产品的生命,在保质的前提下才能较大化的量产。





 微信扫一扫
微信扫一扫