佛山市利威特机械设备有限公司
H
热销产品



H
热点新闻C
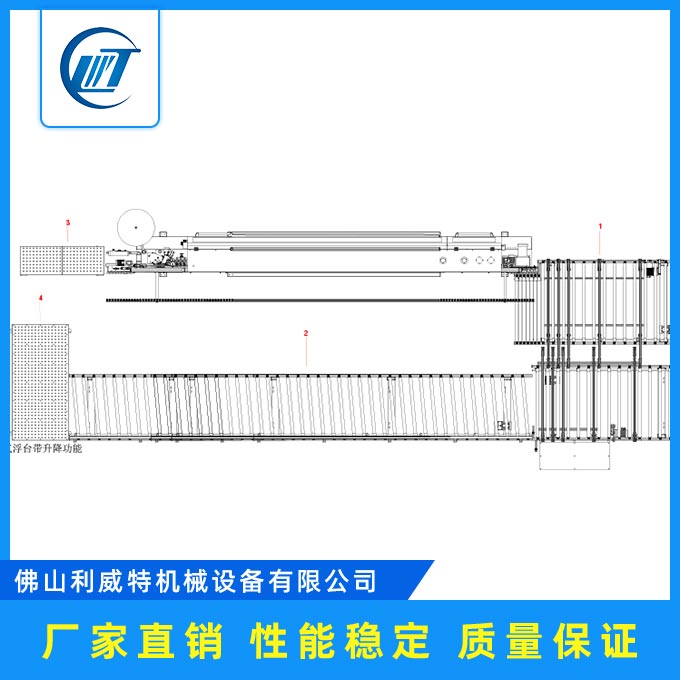
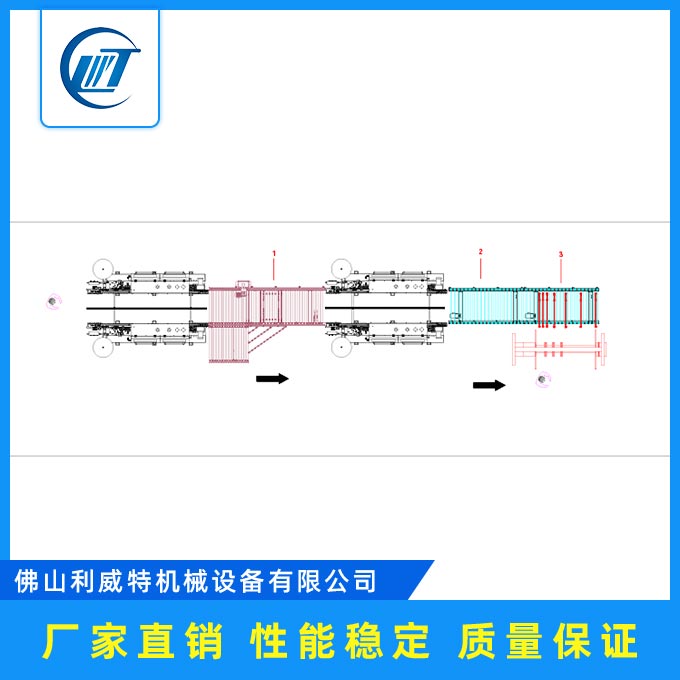
联系我们板材封边机回转线安全操作流程
一、使用封边机的操作人员操作前必须熟悉你所使用封边机的型号及该机器的性能,用途及操作注意事项,不熟悉的人严禁操作机器。
二、 封边机操作人员在操作时须穿上适当的衣服,不准戴手套操作机器,非操作人员不得接近工作机器,为了防止操作工人受伤,严禁穿裙子、拖鞋上班,不允许留长发、戴项链等。
三、 开封边机前检查安全防护罩是否定位可靠,检查各部件有无工具或异物放置。
四、 在使用机器期间发现封边机卡住事件,需等待机器停止运行后才维护操作。
五、 在使用封边机刀具时,请勿使用变形或破裂的刀具;在运转前,请检验表面是否干净,齿锯是否可活动,是否完全锁紧,封边机刀具运转时转速请勿超过zui高转速。

板材封边机回转线的调试主要有以下几个部件
1、封边机的送料压轮调试,压轮的高低根据工件的宽窄、长短、厚度和压轮磨损的程度,通过压轮升降调整杆和数码表来调节,一般以压轮下表面低于工件上表面3mm左右为宜(可以通过数字表看)。压的过松,工件在封边机上容易位移,影响封边的质量;压的过紧,压轮容易损坏、压梁和立柱变形较大,长时间使用会造成压梁和立柱变形,影响设备精度;同时也会使减速箱电机负载较大,造成跳闸停机,严重者损坏设备。
2、进料靠板组件调试,进料位置可通过转动星形手柄调节丝杆带动进料靠板组件移动来调节。顺时针方向旋转,进料靠板向立柱方向移动,反之,向外移动(有预铣功能的才能移动,老机型没有此项功能)。当靠板与输送带不平行时,可通过组件下方的调节丝杆进行上下、左右调节。
3、胶锅进出和弹力大小调试,胶锅中的胶必须保持在锅口1cm以下,但不能低于锅中的两根加强筋。涂胶量应根据工件的大小、宽窄、和厚薄通过调节手柄来调节所需的胶量。胶锅的进出可通过胶锅后面的调节丝杆来调节,首先松开锁紧螺母,再用平改刀顺时针方向旋转调节丝杆,胶锅向后退,反之,胶锅向前进,调好后锁紧螺母即可。胶锅弹力的大小可通过胶锅后面锁弹簧的螺母来调节,顺时针方向旋转,弹力增大,反之,弹力减小。胶锅太靠前,易出现工件撞锅而损坏工件和设备,前端无胶或有胶但粘结不好。
4、封边机的侧压轮调试,侧压轮的进出可通过侧压轮后方的星形手柄来进行调节,调节时,先松开上方垂直的紧固杆,再通过星形手柄顺时针方向旋转——侧压轮退出;逆时针方向旋转——侧压轮前进,一般以在封工件时侧压轮后退1-3mm左右为宜,调试好后必须锁紧紧固杆。侧压轮压力通过压力调节阀来调节,压力一般为1.5-5bar。压力过大,易把工件从输送带上顶移位,工件的前端易出现掉角现象,压力过小,封出的边粘结不好,造成返工。压力的调节还应根据工件的厚薄、长短、宽窄和封边带的厚薄、宽窄来调节,一般以封出的工件能达到质量要求即可。压轮太靠前,工件前端也易掉角,同时前锯切不好,到粗、精修和刮刀处,有些地方修不好边。压轮太靠后,封出的边粘结不好,边带很容易撕掉,甚至工件上没有封边带。





 微信扫一扫
微信扫一扫